Para asegurar una lubricación confiable se requiere mantenimiento y pruebas de aceites en forma regular por lo cual el análisis de aceites es una parte importante en común el mantenimiento de la maquinaria dependiendo de la aplicación el analista de aceites enfrenta una gran variedad de problemas y modos de falla con síntomas específicos que requieren a su vez pruebas específicas en este programa usted aprenderá los pasos claves para establecer un análisis de aceites como parte de un mantenimiento basado en la condición incluyendo selección de máquinas y elaboración de un programa de pruebas de aceites cómo y cuándo tomar muestras tendencia de los datos diagnóstico e interpretación manejo de datos tecnología de automatización.
Los primeros pasos para desarrollar un programa de monitoreo de aceites son determinar a qué máquinas le sirve más el análisis y cuáles métodos de prueba y muestreo son más adecuados para cada aplicación de las máquinas dependiendo del equipo el jefe de mantenimiento tendrá que escoger entre dos estrategias muy diferentes del análisis de aceites monitoreo del comportamiento y monitoreo de la condición del aceite el monitoreo del comportamiento del aceite se enfoca en la vida útil restante obtenida de un análisis de las propiedades principales del aceite.
Esta técnica se usa para tomar muestras o cuando un gran número de máquinas son lubricadas desde un sistema común dependiendo del tipo de aceite un programa típico de pruebas de comportamiento deberá incluir un programa típico de pruebas de comportamiento deberá incluir viscosidad cinética índice de viscosidad.
Prueba con la bomba rotatoria numérico total a prueba de características de desgaste y análisis de partículas de desgaste el monitoreo de la condición del aceite se enfoca en los modos de falla críticos el método provee un aviso avanzado de los problemas midiendo directamente sus síntomas para ser aplicable para monitoreo de la condición una máquina debe cumplir los siguientes criterios:
Desde el momento en que entra en una máquina en Operación comienza a degradarse también se contamina con desechos de desgaste y otras sustancias como agua combustible y suciedad para asegurar máxima confiabilidad del equipo el operario debe determinar que también funcionan sus lubricantes y si se está presentando contaminación de graduación o desgaste excesivo.
El análisis de aceites empieza en la planta mezcladora del fabricante donde las mezclas de aceites nuevos son probadas periódicamente para control de calidad además los aceites nuevos deben ser probados y aprobados para la aplicación en la máquina determinada.
la mayoría de las pruebas de calificación de aceites son hechas por los fabricantes de aceites y de equipos en conjunto con los dueños de equipos y con laboratorios independientes aunque los aceites nuevos están aprobados para uso un gerente de equipo pueden requerir una prueba de aceptación para asegurar que los aceites nuevos despachados sean del tipo correcto y no tengan conflictos químicos con los aceites en existencia una vez el aceite es usado en una máquina se hacen pruebas periódicas para determinar si es usado en una máquina se hacen pruebas periódicas para determinar la condición del aceite y su conveniencia para uso continuo dependiendo de la estrategia de mantenimiento y la accesibilidad .
Para muestreo de rutina se usa por lo general una de dos estrategias de prueba para monitorear aceites usados estas son pruebas de rendimiento de aceites y pruebas de condición de aceite el monitoreo del rendimiento del aceite se enfoca en el análisis de las propiedades claves del aceite esto se hace cuando los intervalos de muestreo son muy largos para dar una indicación confiable de los modos de falla crítica del acceso para el muestreo de rutina no es adecuado donde no hay suficiente historia para una evaluación confiable de datos de prueba.
Aceite lubricante se refiere a toda clase de material lubricante que se aplica con algún fluido la mayoría de los aceites son brillantes, se sacan de la porción viscosa del aceite crudo que sobra después de remover el gasóleo y otros químicos ligueros a través de la destilación algunos aceites lubricantes son materiales sintéticos o hechos por el hombre son producidos combinando químicos individuales para formar una estructura molecular controlada de propiedades predecibles
Las funciones primarias de los aceites lubricantes son:
Cuando la película lubricante que soporta la carga se genera por la naturaleza discursiva del fluido y por el movimiento de las superficies de la máquina ésta se conoce como hidrodinámica.
lubricación astro hidrodinámica:
Cuando la presión que mantiene la película lubricante se genera por la carga entre las superficies de la máquina el modo de lubricación se conoce como el astro hidrodinámico.
lubricación limítrofe.
La lubricación por película fina no puede mantener una separación completa de las superficies de desgaste de una máquina en todo momento esto ocurre especialmente cuando la maquinaria se arranca o se apaga y cuando alquilaría como los engranajes que están diseñados para soportar cargas pesadas la superficie se lubrican con una fina capa química generada por la absorción de una auditiva de alta presión anti desgaste en la superficie este tipo de lubricación se conoce como lubricación limítrofe.
Nota: Un aceite lubricante reduce el desgaste de las partes de una máquina al mantener una película delgada de lubricante que separa las partes móviles y previene el contacto de metal a metal.
El propósito de la lubricación es la separación de dos superficies con deslizamiento relativo entre sí de tal manera que no se produzca daño en ellas: se intenta con ello que el proceso de deslizamiento sea con el rozamiento más pequeño posible. Para conseguir esto se intenta, siempre que sea posible, que haya una película de lubricante (gaseoso, líquido o sólido) de espesor suficiente entre las dos superficies en contacto para evitar el desgaste. El lubricante en la mayoría de los casos es aceite mineral. En algunos casos se utiliza agua, aire o lubricantes sintéticos cuando hay condiciones especiales de temperatura, velocidad, etc.
El objetivo de la lubricación es reducir el rozamiento, el desgaste y el calentamiento de las superficies en contacto de piezas con movimiento relativo. La aplicación típica en ingeniería mecánica es el cojinete, constituido por muñón o eje, manguito o cojinete.
• cojinetes del cigüeñal y bielas de un motor (vida de miles de Km.).
• cojinetes de turbinas de centrales (fiabilidad del 100%).
• cargas aplicadas y condiciones de servicio.
• condiciones de instalación y posibilidad de mantenimiento.
• tolerancias de fabricación y funcionamiento; vida exigida y vida útil.
• costos de instalación y mantenimiento.
La lubricación por película fluida ocurre cuando dos superficies opuestas se separan completamente por una película lubricante y ninguna aspereza está en contacto. La presión generada dentro el fluido soporta la carga aplicada, y la resistencia por fricción al movimiento se origina completamente del cortante del fluido viscoso.
El espesor de la película lubricante depende en gran parte de la viscosidad del lubricante tanto en el extremo alto como bajo de la temperatura.
Las superficies concordantes se ajustan bastante bien una con otra con un alto grado de conformidad geométrica, de manera que la carga se transfiere a un área relativamente grande.
Por ejemplo, el área de lubricación para una chumacera será de 2π por el radio por la longitud. El área de la superficie que soporta una carga permanente generalmente constante mientras la carga se incrementa.
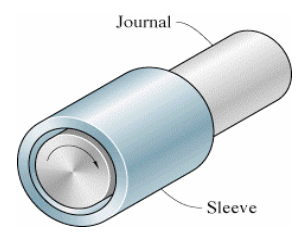
Chumacera y manguito
La chumacera con lubricación de película fluida representada en la figura 1 y los cojinetes deslizantes tienen superficies concordantes. En las chumaceras la holgura radial entre el cojinete y el manguito es por lo general la milésima parte del diámetro del cojinete; en los cojinetes deslizantes la inclinación de la superficie de estos respecto al rodillo de rodadura suele ser muy rara. Un ejemplo de superficie concordante es la junta de la cadera del ser humano.
Muchos elementos de máquinas lubricados por una película fluida tienen superficies que no concuerdan entre sí. Entonces un área pequeña de lubricación debe soportar todo el peso de la carga.
Por lo general el área de lubricación de una conjunción no concordante es 3 veces menor que la magnitud que la de una superficie concordante. El área de lubricación entre superficies no concordantes se agranda bastante con el incremento de carga; pero aun así es más pequeña que el área de la lubricación entre las superficies concordantes.
Ejemplos de superficies no concordantes son el acoplamiento de los dientes de un engranaje,
el contacto entre levas y seguidores, y también los cojinetes de elementos rodantes.

Tenemos cuatro tipos básicos de lubricación y estos se desarrollan a continuación. La lubricación hidrodinámica se caracteriza en superficies concordantes con una lubricación por película fluida. En este tipo de lubricación las películas son gruesas de manera que se previene que las superficies sólidas opuestas entren en contacto. Con frecuencia se la llama la forma ideal de lubricación, porque proporciona baja fricción y alta resistencia al desgaste. La lubricación de las superficies sólidas se rige por las propiedades físicas del volumen del lubricante, especialmente de la viscosidad; por otra parte, las características de fricción se originan puramente del cortante del lubricante viscoso.
Una presión positiva se desarrolla en una chumacera o en un cojinete de empuje lubricados ambos hidrodinámicamente, porque las superficies del cojinete convergen, y su movimiento relativo y la viscosidad del fluido separan las superficies. La existencia de una presión positiva implica que se soporta la aplicación de una carga normal.
Generalmente la magnitud de la presión que se desarrolla es menor que 5 Mpa y no es lo suficientemente grande para causar una deformación elástica significativa en las superficies. En un cojinete lubricado hidrodinámicamente el espesor mínimo de la película es función de la carga normal que se aplica W, de la velocidad ub, de la viscosidad absoluta del lubricante η0 y de la geometría (Rx y Ry). se representa características de la lubricación hidrodinámica. El espesor mínimo de película hmin como una función ub y W para el movimiento deslizante se obtiene mediante la ecuación 1:
Donde el espesor mínimo de la película normalmente excede 1 µm.
Tenemos cuatro tipos básicos de lubricación y estos se desarrollan a continuación.
La lubricación hidrodinámica se caracteriza en superficies concordantes con una lubricación por película fluida. En este tipo de lubricación las películas son gruesas de manera que se previene que las superficies sólidas opuestas entren en contacto. Con frecuencia se la llama la forma ideal de lubricación, porque proporciona baja fricción y alta resistencia al desgaste.
La lubricación de las superficies sólidas se rige por las propiedades físicas del volumen del lubricante, especialmente de la viscosidad; por otra parte, las características de fricción se originan puramente del cortante del lubricante viscoso.
Una presión positiva se desarrolla en una chumacera o en un cojinete de empuje lubricados ambos hidrodinámicamente, porque las superficies del cojinete convergen, y su movimiento relativo y la viscosidad del fluido separan las superficies. La existencia de una presión positiva implica que se soporta la aplicación de una carga normal.
Generalmente la magnitud de la presión que se desarrolla es menor que 5 Mpa y no es lo suficientemente grande para causar una deformación elástica significativa en las superficies. En un cojinete lubricado hidrodinámicamente el espesor mínimo de la película es función de la carga normal que se aplica W, de la velocidad ub, de la viscosidad absoluta del lubricante η0 y de la geometría (Rx y Ry). se representa características de la lubricación hidrodinámica. El espesor mínimo de película hmin como una función ub y W para el movimiento deslizante se obtiene mediante la ecuación 1:
Donde el espesor mínimo de la película normalmente excede 1 µm.

Este es un tipo de lubricación que desde su descubrimiento por los profesores británicos
La lubricación EHL se presenta en mecanismos en los cuales las rugosidades de las superficies de fricción trabajan siempre entrelazadas y nunca llegan a separarse. En la lubricación EHL la lubricación límite es permanente, o sea que no hay mucha diferencia entre las condiciones de lubricación en el momento de la puesta en marcha del mecanismo y una vez que este alcanza la velocidad nominal de operación.
En la lubricación marginal los sólidos no están separados por el lubricante, los efectos de la película fluida son insignificantes y existe un contacto de las asperezas importante. El mecanismo de lubricación por contacto se rige por las propiedades físicas y químicas de las películas delgadas de superficie de proporciones moleculares. Ilustra las condiciones de película fluida en la lubricación marginal. 5 se muestra el comportamiento del coeficiente de fricción en los diferentes regímenes de lubricación.
El coeficiente de fricción medio se incrementa hasta un total de tres veces más al pasar del régimen hidrodinámico, al elastohidrodinámico, al marginal y al sin lubricación.

a) lubricación por película fluida: superficies separadas por la masa principal de la película lubricante;
b) lubricación mixta; tanto la masa principal del lubricante como la película marginal tienen una función;
c) lubricación marginal: el desempeño depende esencialmente de la película marginal.
Diagrama de barras que muestra los coeficientes de fricción para varias condiciones de lubricación

muestra la tasa de desgaste en los varios regímenes de lubricación determinada por la carga de operación. En los regímenes hidrodinámicos y elastohidrodinámicos existe poco o ningún desgaste pues no hay contacto de asperezas. En el régimen de lubricación marginal, el grado de interacción de asperezas y la tasa de desgaste se incrementan a medida que la carga aumenta. La transición de lubricación marginal a una condición no lubricada se distingue por un cambio drástico en la tasa de desgaste.
A medida que se incrementa la carga relativa en el régimen no lubricado la tasa de desgaste se incrementa hasta que se presentan estrías o cuando ocurre el agarrotamiento y el elemento de maquina ya no opera adecuadamente. La mayoría de las maquinas no operan por mucho tiempo sin alguna lubricación con la consecuencia inmediata de una falla de los elementos involucrados.
La lubricación marginal se utiliza en los elementos de máquinas con cargas pesadas y bajas velocidades de operación, donde es difícil obtener una lubricación por película fluida.
Como ejemplo clásico tenemos el funcionamiento de las bisagras de las puertas que utilizan esta lubricación.

En lubricación mixta el desgaste y el consumo de energía dependen tanto de las características de la película límite como de la resistencia a la cizalladura de la película fluida y de su estabilidad. La interacción parcial ocurre entre una o más capas moleculares de películas de lubricación marginal. La acción parcial de la lubricación de película fluida se desarrolla en el volumen del espacio entre los sólidos.
Linares, O. (2010). Generalidades de la Tribología Fundamentos de la Lubricación, Fricción y el Desgaste. Reporte técnico.
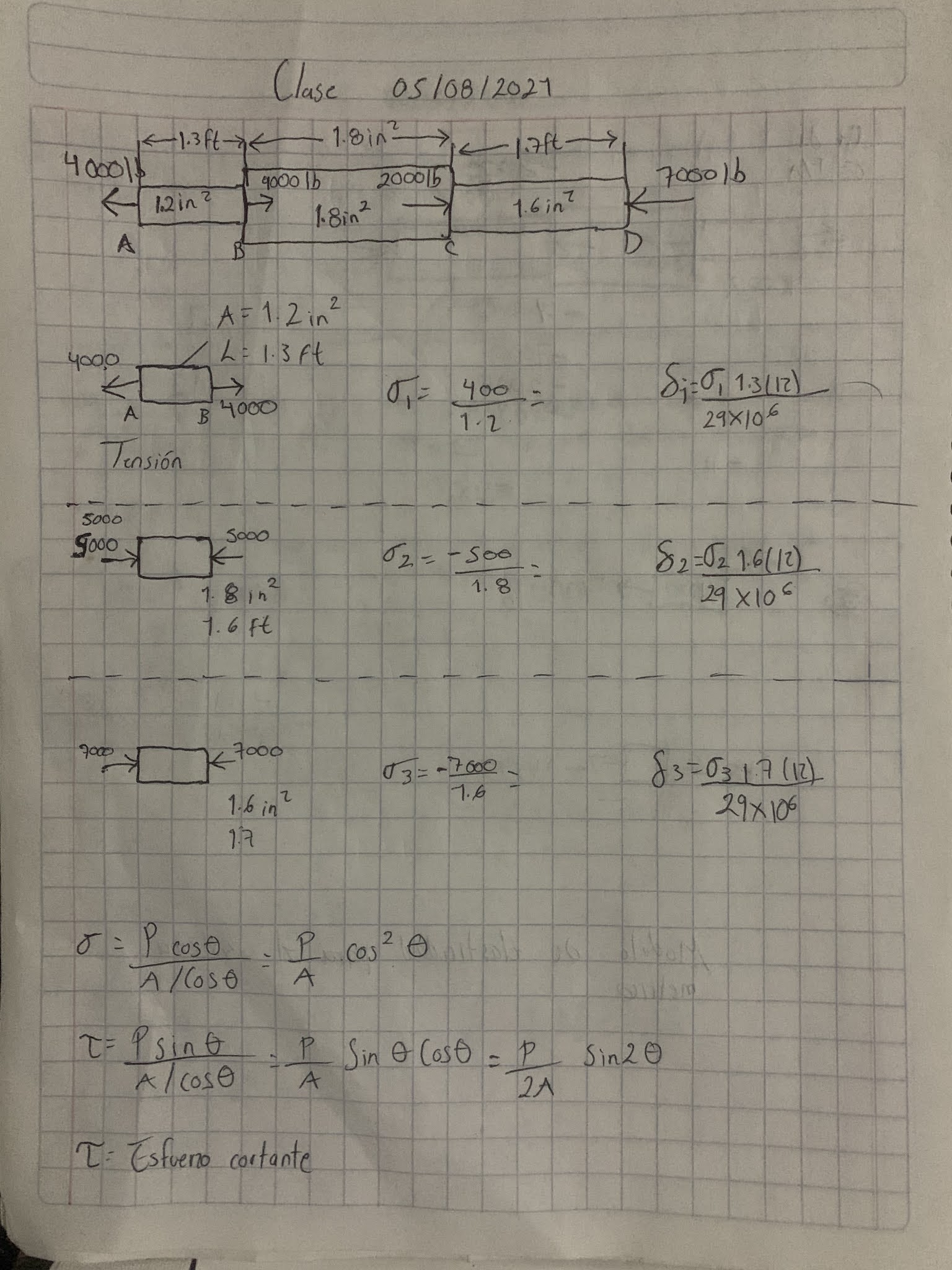
Esfuerzo de fluencia: Es el esfuerzo para el cual termina la proporcionalidad entre el esfuerzo y la deformación. Corresponde al primer punto del diagrama esfuerzo de formación para el cual la tangente a la curva es horizontal.
Uniformidad: Las propiedades del acero no cambian apreciablemente con el tiempo como en el caso de las estructuras de concreto reforzado.
Elasticidad: El acero se acerca más en su comportamiento a las hipótesis de diseño que la mayoría de los materiales, gracias a que sigue la Ley de Hooke hasta esfuerzos bastante altos.









El método de área-momento proporciona un procedimiento semigráfico para encontrar la pendiente y el desplazamiento en puntos específicos s...